水分是飼料加工過程中zui為重要的質量控制指標之一, 同時還影響著飼料的購銷和儲管, 因此保證飼料產品質量的關鍵因素之一就是有效地控制飼料中的水分。水分控制, 就是根據不同的情況在整個生產的過程中綜合控制各種因素, 從而使飼料加工產品的zui終水分含量達到生產者所規定的預期目標。為了提高企業的經濟效益, 降低能耗成本, 在飼料加工過程中就必須有效地、 地控制出廠成品的水分含量。一方面, 可有效防止在產品保質期內發生氧化霉變等影響產品質量的情況; 另一方面, 可有效地控制飼料加工過程中的因水分丟失而導致粉塵外逸所造成的不必要損耗(郭桂芳,2004 ) 。 因此, 本文旨在探討飼料加工過程中影響水分含量的各因素, 為生產各種不同水分含量的飼料產品提供有效的解決方法。
在飼料生產過程中,從原料輸入到產品輸出,水分含量的適宜, 不僅可以使飼料加工成本更低和能耗減少, 還能讓飼料產品的質量和加工的效率都有顯著提高, 提供的產品。各飼料加工工序都影響飼料產品的水分含量, 其中主要因素有飼料原料本身的水分含量、 粉碎過程的水分變化、 混合階段的水分添加量、調質過程中蒸汽的水分含量、 制粒過程的環膜厚度和壓縮比、 冷卻器的風量、 風速及風干時間、 包裝質量的管理等 (俞霄霖, 2004 ) 。
1 原料的接收、 貯藏和清理過程中的水分含量控制
接收過程水分損失主要取決于飼料與空氣接觸的強弱和接觸時間。 現有飼料加工廠的原料進入卸料坑時, 原料均有空中潑灑的過程, 如果原料中所含的水分多于空氣中所含的水分, 水分就會向空氣方向流動, 同時原料與空氣接觸較為充分, 水分較容易損失。因此, 在原料接收過程中可以將飼料下降方式由潑灑改為滑淌。 減少物料與空氣接觸面積, 亦就降低了水分損耗, 又能減少粉塵的外溢所帶來的原料損失。 玉米和麥麩的水分含量損失不同見表 1。
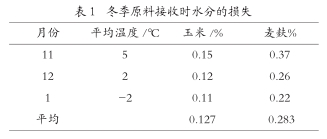
由表 1 可以看出, 原料接收過程中麥麩失水率大于玉米,說明粉料比顆粒料更易失水,玉米為0. 127% , 麥麩為 0. 283% , 因測定時間為冬季, 可推斷夏季的失水量將大于冬季 (王永昌, 2012 ) 。飼料原料水分是安全貯存的關鍵因素之一, 尤其是一些植物性原料, 因含水量大, 一般都達不到安全貯藏的標準, 另一方面, 受到環境和天氣的影響,水分在環境溫度和相對濕度下達到動態平衡。研究表明, 飼料原料水分含量達到 14% , 相對濕度為 75% ~85% 時,貯存的過程中原料極易產生大量霉菌, 使飼料品質下降。 因此, 需要控制飼料原料的水分 (安全水分應在 12% 以下) 和改善原料的貯存條件, 盡早地采取防霉劑控制霉菌, 減少霉菌的污染。 飼料中主要原料為玉米, 通常貯存在立筒倉內,由于晝夜溫差大, 貯存原料的水分蒸發, 使靠近立筒倉壁的部分原料因結露而含水量偏高, 長期貯存會使原料產生霉變。 所以對水分偏高的原料比較經濟的做法是在短期內與其他水分含量較少的原料搭配使用或立即進行生產消化,防止原料的霉變。相反當原料水分偏低時就需要防止原 料在庫存過程中進一步損失水分, 保持成品水分的一致性 (王若蘭等, 2005 ) 。總之, 原料在貯藏過程中的水分含量控制, zui有效的辦法是原料入庫水分控制在較低的范圍內,提高原料的周轉率, 縮短貯藏時間。生產上原料清理程序對保證產品質量是重要的一步, 它能清理出原料中結塊、 霉變的原料。 部分高溫高濕的原料在清理過程中得到降溫散熱, 一定程度上起到了對水分的控制。
2 粉碎過程中的水分含量控制
2.1 粒度大小
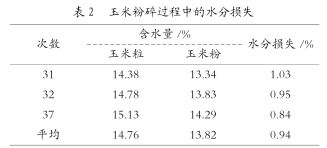
粉碎是飼料加工過程中的關鍵步驟, 飼料主副原料多數需經過粉碎, 這個過程會使原料顆粒逐漸變小, 而表面積有所增加; 隨著原料的粒度減小, 水分的損耗也會顯著的增加。 根據水分含量不同的原料進行粉碎的同時, 做一個檢測分析發現, 水分含量大的原料, 粉碎后粉料的水分損耗量大, 粉碎的效率明顯偏低, 而能耗卻顯著提高 (屠康等, 2006 ) 。玉米粉碎的水分損失見表 2。
原料在粉碎過程中水分損失量, 隨氣溫增加而增大。 因此, 在粉碎原料時盡量減少進行重復粉碎,降低粉碎室的溫度,盡量減少不必要的水分流失(董全等, 2007 ) 。 為此, 粉碎室的進風可盡量采用地下室的低溫空氣, 不僅可降低水分損耗, 還能提高粉碎效率, 有效地降低能耗。
2.3 粉碎工藝
在粉碎過程中, 粉碎工藝的不同, 所造成原料失水強度各不相同。 原料和粉碎機內氣流接觸的強度越強, 原料的水分損失程度就越大。 因此, 原料在粉碎過程中,無吸風的狀態下,原料水分損耗在0. 22% 。 有吸風與無吸風水分損耗沒有明顯的差異,但風量的大小會影響到水分的損失(呂景智等,2005 ) 。 吸風還有一個好處, 可以降低粉碎室的溫度和濕度, 使粉碎后的原料更有利于排出。
3 混合過程中的水分含量控制
粉碎之后的粉料進入到混合機內, 在混合之前檢測一下水分含量, 因為此時的粉料全部處于漂浮和吸風狀態下, 容易損耗水分。如水分含量已低于 13% , 可以在混合機內添加適量的水分, 一方面能夠起到潤料的作用, 另一方面還能為調質增加熱傳導, 提高調質的效果和質粒的效率 (李軍國等,2006 ) 。添加水分一定要均勻霧化,使水分含量均一、 穩定。 一旦水分含量高于 13% , 就要想辦法去控制水分, 防止在制粒和冷卻過程中產生困難和發生飼料變質等情況。
劉春雪等 (2004 ) 在混合劑粉料中添加的水分分別是 0、 0. 5% 、 1. 5% 、 2. 5% , 結果發現, 添加 0. 5% 、1. 5% 的水分在成品中保水率為 65% ,添加 2. 5% 的水分在成品中的保水率僅剩下 50% 。 結果說明了水分添加的多, 不一定會起到很好的效果, 這時就需要水結合劑和表面活性劑,它們在結合游離水、 減少水分的損失起到重要的作用, 從而提高了成品飼料的保水能力, 減少霉變的發生。
4 調質過程中的水分含量控制
調質是飼料加工過程中zui重要的一個工序。 通過調質可提高原料顆粒硬度,降低原料被粉化率,提高動物對飼料的消化能力, 殺死病菌, 節省制粒能耗。調質是對原料綜合作用的過程, 使原料能夠達到適宜的水分含量和溫度。
調質水分是通過控制蒸汽的添加量來調節的,而蒸汽的添加量可以通過進氣量和蒸汽質量來調節的。 蒸汽添加過多, 會堵塞模孔, 增加顆粒的水分含量; 蒸汽添加不足, 對壓膜、 壓輥的損傷較大, 粉化率高, 對制粒影響大 (趙曉芳, 2008 ) 。因此, 在調質過程中,要根據粉料的含水量來調整蒸汽量, 從而達到理想的效果。
調質時間決定著原料在調質器內對水分吸收的多少, 調質時間越長, 原料停留在調質器內的時間就越久, 原料與蒸汽接觸越充分, 原料的水分含量就越高 (李久群, 2006 ) 。因此, 水分含量低的原料, 就需要較長的調質時間來增加水分。在高溫干燥季節, 若調質的原料水分偏低, 通過調高減壓閥后壓力,為調質器提供大量的濕蒸汽,可提高原料的水分含量。 相反, 在低溫潮濕季節, 若調質的原料水分偏高,可以增加減壓閥前后的壓差, 為調質器提供干蒸汽, 降低原料的水分。
5 制粒和膨化過程中的水分含量控制
調質過程是原料增加水分的過程, 制粒使原料相互摩擦、 擠壓, 致使溫度升高, 原料中水分的含量還會相應的提高。 若水分含量較低的原料進入到環模制粒機中,會生產出表面光滑而堅硬的顆粒料,不利于動物對飼料的消化, 且所需的能耗大; 水分含量較高的原料, 則會出現表面粗糙不成形的顆粒料, 也會對制粒機產生損耗, 且不利于儲存。 一般要求成品顆粒料的含水量不超過 13% , 因此, 制粒過程對水分的控制也有一定的難度。為此, 通過調整環模有效厚度和孔徑來適應水分含量不同的原料。有效厚度大的環模,原料進入的摩擦阻力比較大,產生的高溫使原料的水分含量損失較大;相反, 厚度小的環模, 生產出的顆粒料水分含量較高。孔徑大的環模原料容易進入,制成的顆粒也比較大, 在后續的冷卻過程中就不會帶走大量的水分; 不同的是, 孔徑小的環模, 就會產出水分含量高的飼料。膨化度一定程度上決定了成品飼料水分的高低。膨化過程則根據不同的產品及膨化設備, 對水分要求范圍較寬, 一般水分含量在 10% ~40% 。膨化過程使飼料的水分變化更大,尤其是濕法膨化, 如果不配有相應的干燥工序, 很難達到安全儲存的要求。 現有干燥工序所產生的干燥氣流不能在飼料上分布足夠的均勻度, 而為了能夠安全儲存, 導致飼料脫水嚴重。 對于膨化過程可通過調整壓力和模孔數量來控制膨化度, 進而控制原料的水分含量。
6 冷卻過程中的水分含量控制
冷卻過程就是降低溫度, 使顆粒料的溫度降到安全貯藏的要求, 防止水分含量過低, 帶來庫存損失; 水分含量過高, 導致飼料發生霉變。 所以說要嚴格控制冷卻過程。
通過對產品目標溫度的控制來控制目標水分,根據濕熱的原料的不同溫度來控制冷卻程度, 從而控制水分 (馮永江, 1999 ) 。關鍵的因素就是冷卻時間和風量的大小, 根據飼料原料的所含水分, 調節冷卻風量及速度的大小, 控制冷卻時間, 冷卻后成品飼料就會達到所需水分。 這種技術雖然被許多企業采用, 但由于水分含量測定繁瑣, 不能及時地進行產品水分的準確調節, 導致產品飼料的水分含量不穩定, 變化波動較大 (寧富勝, 2001 ) 。
7 成品儲存過程中的水分含量控制
成品在儲存過程中的水分含量控制zui重要是做好包裝和防潮處理。在充分冷卻后才能進行包裝, 防止因成品溫度過高, 造成局部霉變; 如果包裝不嚴, 同樣會導致成品飼料發霉。 因此, 盡量縮短庫存時間, 在產品保質期內銷售, 將產品飼料水分控制在理想的范圍內, 是可以實現的。
8 結語
控制飼料中水分的含量對整個飼料加工工藝過程都有著巨大影響。適宜的水分含量, 可以提高產品飼料的質量, 降低飼料的加工成本, 減少加工設備的損耗,降低飼料加工過程中的能量損失, 從而提高工廠的經濟效益。 雖然每一個過程所帶來飼料水分的變化是微不足道的, 但是大量的微量凝聚成的就會是一個客觀的數值。因此, 我們要對一些工藝設計進行調整, 使飼料廠能夠獲得更多的利潤。隨著動物營養研究的發展, 機械設計技術不斷完善, 自動控制技術進一步提高, 人們對飼料產品的認識不斷深入,飼料加工工藝與設備不斷變化。特別是現在十分激烈的市場競爭, 更加要求飼料加工廠的工藝設計做到安全化、 可靠化、 及時的維護和清理, 提高設備自動控制水平, 實現產品加工質量和過程的有效控制。飼料廠的管理要做到精細化, 飼料廠的管理人員要求具有戰略眼光, 采用新概念、 新技術、 新工藝有來提高經濟效益 (熊易強,2000 ) 。從小方面與方面同時進行, 增強飼料廠的核心競爭力, 才能使飼料廠在激烈的市場競爭中立于不敗之地。

